









機床鑄件還身鑄件,機床床身鑄件,大型床身鑄件,重型機床鑄件,龍門刨床身鑄件,消失模床身鑄件等。
機床鑄件特點:
1)機床鑄件形狀可以十分復雜,尤其可獲得機械加工實現的復雜內腔的部件。
2)機床鑄件的尺寸和重量不受限制,可大到十幾米、重數百噸,小到幾毫米、幾克。
3)機床鑄件生產批量不受限制,可單件、也可大批量生產。
4)成本低廉、節約資源。由于鑄件與件的形狀、尺寸相近,因此節省了材料和加工工時。尤其是精密鑄造,可直接鑄出件,是少無切削加工的重要發展方向。
5)機床鑄件性與消震性好。由于鑄鐵中石墨有利于潤滑及貯油,所以性好。同樣,由于石墨的存在的消震性鋼。
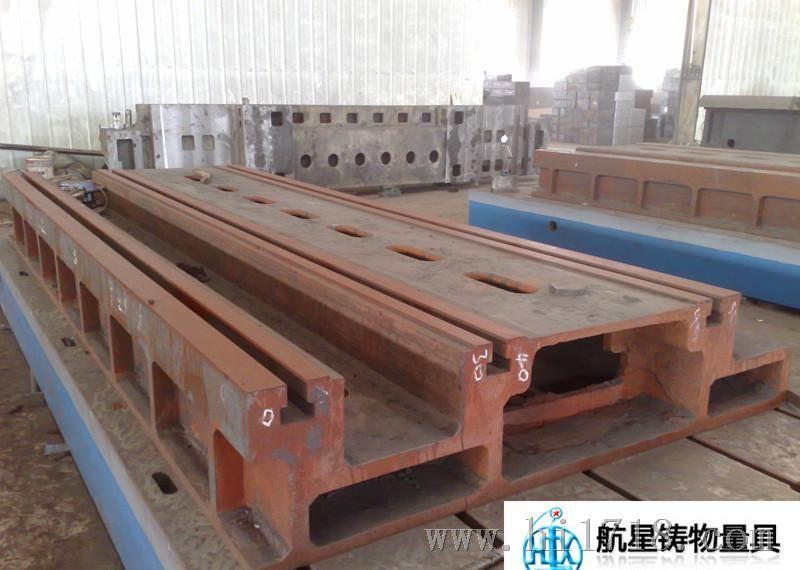
機床鑄件毛坯尺寸1910mm×960mm×1120mm,壁厚25mm,小壁厚15mm,重量為2100kg,材質為HT300,導軌淬火.采用呋喃樹脂砂造型,15t工頻感應電爐熔煉。
機床鑄件介紹:
傳統的噴焊、電弧焊工藝,焊補后易產生裂紋,工件易受熱變形,容易出現二次氣孔,焊補處金屬顏色與母材差異大是其共同的特點,這也是傳統焊補工藝不能徹底解決機床鑄件缺陷的根本原因。
但是,鑄造生產也存在某些不足,例如砂型鑄造生產工序較多,有些工藝控制,鑄件質量不穩定,非頻率較高;鑄件組織常出現縮孔、疏松、氣孔等缺陷,其力學性能不如同類材料鍛件;鑄件表面較粗糙,尺寸不高;工人的勞動強度大,勞動條件差等。
泊頭市航星鑄物責任有限公司狠抓機床鑄件質量,質量可達100%過關
機床鑄件的鑄造方法常用的是樹脂砂、消失模鑄造,其次是特種鑄造方法,如:金屬型鑄造、熔模鑄造、石膏型鑄造等。而砂型鑄造又可以分為粘土砂型、粘結劑砂型、樹脂自硬砂型、消失模等等。
機床鑄件鑄造方法選擇的原則:機床鑄件優先采用砂型鑄造,主要原因是砂型鑄造較之其它鑄造方法成本低、生產工藝簡單、生產周期短。當濕型不能滿足要求時再考慮使用粘土砂表干砂型、干砂型或其它砂型。粘土濕型砂鑄造的鑄件重量可從幾公斤直到幾十公斤,而粘土干型生產的鑄件可重達幾十噸。機床鑄件鑄造方法應和生產批量相適應,低壓鑄造、壓鑄、離心鑄造等鑄造方法,因設備和模具的價格昂貴,所以只適合批量生產,機床鑄件可以單件鑄造也可批量生產。
泊頭市航星鑄物責任有限公司生產各種平臺平板、機床鑄件、工作臺等大型鑄件,也承攬各種鑄鐵件的機械加工。從成立來,有二十余年豐富的生產經驗以及的生產工藝。優質的產品和周到的服務博得客戶的一致好評。我公司單件鑄件重可鑄到45T,訂做周期25個工作日。“質量是航星的生命,雙贏是航星的動力,效率是航星的未來!”
航星鑄物全體員工誠摯歡迎各新老用戶來我廠實地參觀、考察,廣提您的寶貴意見和建議,服務熱線:,歡迎選購,謝謝!
其它機床鑄件推薦產品:
龍門刨床身,工作臺,底座,機床立柱、橫梁,龍門頂,連接梁,龍門銑床身、落地鏜銑床身,端面銑床身,對接床身,機床鑄件,機床底座,鑄造機床,大型鑄件、機床基礎墊板、機床鑄件。
泊頭航星鑄物量具有限責任公司
聯系電話:
在線
公司主頁:https://www.bthxzw.com