

天線焊接機(jī),筆記本天線LDS熱壓焊接機(jī)")
天線焊接機(jī),筆記本天線LDS熱壓焊接機(jī)")
焊電源自動(dòng)化廠商")
測(cè)儀電阻焊焊接監(jiān)測(cè)儀替代米亞基MM-122A")
,F(xiàn)PC軟線路板自動(dòng)熱壓焊錫機(jī)")
板焊接機(jī)三軸自動(dòng)熱壓焊機(jī)")
喇叭FPC軟排線焊接自動(dòng)焊接機(jī)_脈沖熱壓機(jī)")
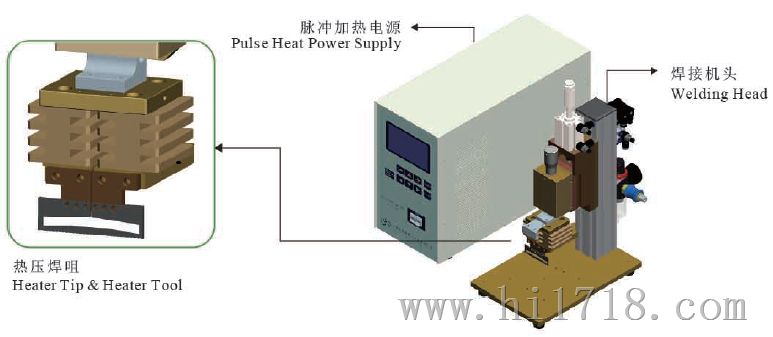
手機(jī)天線筆記本天線焊接熱壓焊機(jī)原理:
通過(guò)在熱壓頭上加載的電壓,熱壓頭發(fā)熱,將與此相連接的物體升溫,當(dāng)溫度升到焊錫熔點(diǎn)后,將與此相連的物體間錫熔融并將其連接在一起.
脈沖熱壓機(jī)主要應(yīng)用在不能使用正常SMT+回流爐進(jìn)行焊接的器件進(jìn)行焊接操作,而使用烙鐵進(jìn)行焊接時(shí)容易出現(xiàn)焊接外觀不一致、不平整,容易出現(xiàn)虛焊以及容易焊壞產(chǎn)品。而脈沖熱壓機(jī)則不同于恒溫烙鐵,脈沖熱壓機(jī)在通電即可所要溫度,而一旦焊頭兩端不加電壓,即可室溫;而且焊頭平整,所以焊接出來(lái)的外觀平整一致,少出現(xiàn)虛焊不良。
筆記本天線手機(jī)天線焊接機(jī)規(guī)格:
型號(hào) | TOP-201 | TOP-202 | TOP-203 |
輸入電壓(V) | 220V | 220V | 220V |
負(fù)載持續(xù)率(%) | 20 | 20 | 20 |
額定功率(kVA) | 4 | 6 | 10 |
溫度設(shè)定范圍(℃) | 50-600 | 50-600 | 50-600 |
逆變頻率(kHz) | 4 | 4 | 4 |
加熱階段 | 2 | 2 | 2 |
溫度緩升緩降控制 | 有 | 有 | 有 |
存儲(chǔ)焊接規(guī)范數(shù) | 20組 | 20組 | 20組 |
壓頭 | ±0.01mm | ±0.01mm | ±0.01mm |
溫控 | ±3% | ±3% | ±3% |
產(chǎn)品小間距 | Pitch≥0.01mm | Pitch≥0.01mm | Pitch≥0.01mm |
1、直流輸出。焊接電流為脈動(dòng)直流(且波紋度小),無(wú)交流過(guò)不連續(xù)加熱工件的缺點(diǎn),熱量集中,了焊接熱效率,對(duì)有色金屬材料和一些難焊材料的焊接適合,焊接過(guò)程穩(wěn)定、焊接質(zhì)量顯著。同時(shí),電壽命獲得延長(zhǎng)。
2、由微控制器(MCU)控制,具有溫度監(jiān)控功能。
3、逆變橋采用軟開(kāi)關(guān)技術(shù),減小開(kāi)關(guān)損耗,減小電磁干擾。
4、具有溫度失常、監(jiān)控值限、網(wǎng)壓限、過(guò)熱等故障診斷與報(bào)警功能。
5、逆變橋電流失常自動(dòng)關(guān)斷,增強(qiáng)系統(tǒng)保護(hù)。
6、兩段加熱設(shè)定,帶溫度緩升緩降功能,時(shí)間寬范圍設(shè)定(0-250ms),適用復(fù)雜焊接過(guò)程需要。
7、20組參數(shù)儲(chǔ)存,方便多種焊接品種使用。
8、240x128 LCD顯示,同時(shí)顯示多種內(nèi)容。
9、較強(qiáng)的外部通訊功能:焊接結(jié)束、故障、計(jì)數(shù)信號(hào)、RS-232數(shù)據(jù)通訊口,便于自動(dòng)焊使用。
10、數(shù)據(jù)存儲(chǔ)采用EEPROM,無(wú)電池壽命問(wèn)題。
11、響應(yīng)速度快。由于采用了較高的逆變頻率(4kHz),通電時(shí)間控制周期為0.25ms,比通常交流焊機(jī)的20ms80倍,控制明顯。與電容儲(chǔ)能焊機(jī)相比,無(wú)需充放電,可控性明顯增強(qiáng),適合于精密件的焊接和高質(zhì)量、高、度焊接。
12、采用的段控控溫系統(tǒng),可靈活設(shè)置各段加溫狀態(tài). 對(duì)溫度、時(shí)間等參數(shù)能高地加以控制。
13、升溫穩(wěn)定,局部瞬時(shí)加熱方式能良好地抑制對(duì)周圍元器件的熱影響。
14、顯示各階段的溫度。
15、熱電偶的閉環(huán)在線反饋控制溫控的度。

CHROMA63803交流電子負(fù)載")
路分析儀")
試系統(tǒng)")
試系統(tǒng)")
利6487皮安表和電壓源")
利2182A納伏表超靈敏測(cè)量?jī)x器")
儀")
測(cè)試分析系統(tǒng)")